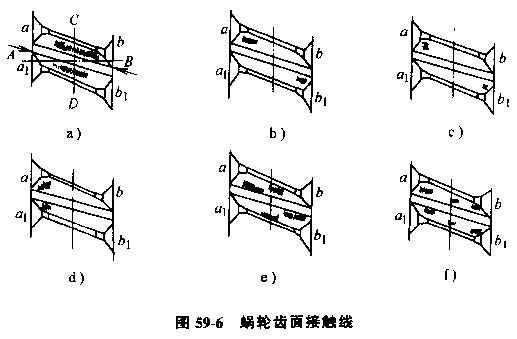
图59-6a为正常接触,图中AB和CD分别表示轴线和中央截面,两个箭头所指处分别表示 ab、a1b1两齿面的啮入口,根据运动精度分析,接触斑点 好分布在中央截面附近,略偏于啮入口一端,根据润滑条件分析,接触斑点略偏于啮出口一端有利于建立油膜。
若装配中心距大于加工时的中心距,接触斑点将发生在啮出口,形成如图59-6b所示的对角接触,反之,即装配中心距小于加工中心距,将形成啮入口的对角接触,若蜗杆轴线从c向B方向倾斜,也会出现啮出口的对角接触,见图59-6c。
若蜗杆轴线向A偏移,会早成如图59-6d所示的单向角接触,这些状况均可以按图59-6a所示的斑点,通过调整可调环节,调整轴承支座,刮研轴瓦,配磨蜗杆齿面等措施来解决。
图59-6e所示的接触斑点关于接触线分段接触(大致沿齿高方向),说明蜗轮或蜗杆沿齿高方向的齿形误差较大。图59-6f所示的接触斑点为沿接触轴线分段接触,说明蜗杆沿齿长方向,蜗杆沿螺旋线方向的齿形误差较大。这些状况往往通过配对研磨或加载跑合来纠正。
为了减少对角接触,使接触斑点发生在中央截面附近,在精滚蜗轮齿面时,常采用一些工艺措施。例如:
1)改变滚刀参数,即增大节径,或减小导程,或两者同时改变。
2)改变滚刀安装位置,使之不与蜗轮正交,向蜗轮齿螺旋角减小的方向偏转
3)使滚刀在不同截面内滚切,即保持中心距不变,先在中央截面内滚切,然后分别在高于、低于中央截面的截面被滚切。
蜗轮齿面常见的接触斑点分布见图59-6.